 Computer Science and Application 计算机科学与应用, 2012, 2, 66-71 http://dx.doi.org/10.12677/csa.2012.22013 Published Online June 2012 (http://www.hanspub.org/journal/csa) The Design and Implementation of an Aircraft Component Butt Software System Xiaoyong Lu, Xiaobo Chen, Juntong Xi School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai Email: xylu.cn@gmail.com, {xiaoboc, jtxi}@sjtu.edu.cn Received: Feb. 6th, 2012; revised: Feb. 26th, 2012; accepted: Mar. 4th, 2012 Abstract: Aircraft component butt is an important process of aircraft assembly. Aircraft component butt uses adjacent components to form large-scale aircraft, which involves device management, assembly process management, data management and 3D-simulation. This paper provides a solution to managing data and device of aircraft component butt. Qt Framework and OSG API are adopted to develop an aircraft component butt software system. Keywords: Aircraft Component Butt; Device Management; 3D-Simulation 飞机部件对接软件系统设计与实现 卢小勇,陈晓波,习俊通 上海交通大学机械与动力工程学院,上海 Email: xylu.cn@gmail.com, {xiaoboc, jtxi}@sjtu.edu.cn 收稿日期:2012 年2月6日;修回日期:2012 年2月26 日;录用日期:2012 年3月4日 摘 要:飞机部件对接是飞机总装的重要步骤,是指由多个相邻组件或部件连接形成飞机大型结构件。部件对 接涉及到测量设备、调姿设备等硬件管理,对接过程管理,对接数据管理和对接三维仿真等内容。本文提出一 个管理飞机部件对接产品工程数据集和管理飞机部件对接的硬件设备的解决方案,并使用 Qt 框架和 OSG API 设计和开发一个飞机部件对接软件系统。 关键词:部件对接;设备管理;三维仿真 1. 引言 飞机装配是飞机制造过程的重要环节。飞机装配 过程就是将大量的飞机零件按图纸、技术要求等进行 组合、连接的过程[1]。飞机部件对接是飞机总装阶段 的主要工作,是指由多个相邻组件或部件连接形成飞 机大型结构件。自从上世纪 90 年代初波音公司的 B777 采用无纸化设计开始全面实施飞机数字化制造 技术以来,数字化装配技术在西方发达国家发展迅速 [2]。JAM(Jigless Aerospace Manufacture)项目研究新的 装配概念、模型、工具和工艺,其目的是为了减少和 消除飞机制造过程中对专用夹具的需求[3]。AIT(Ad- vanced Integration Technology, Inc.)公司 在上世纪八十 年代末开始设计自动定位和调姿系统。Williams[4]等通 过对比传统的飞机部件定位和调姿过程,详细介绍了 自动定位和调姿系统的概念,总结了自动定位和调姿 系统的优点。欧洲宇航防务集团的 Marguet[5]介绍了基 于测量的装配在空客飞机总装中的应用,将 MAA (Measurement-Assisted Assembly)系统划分为测量系 统、位姿优化软件和集成系统等三部分。北京航空航 天大学的徐国康[6]从飞机大 部件数字化装 配技术的内 涵和范围、应用的目的和需求等方面详细阐述了飞机 大部件数字化装配的技术特点。并提出了一种数字化 Copyright © 2012 Hanspub 66 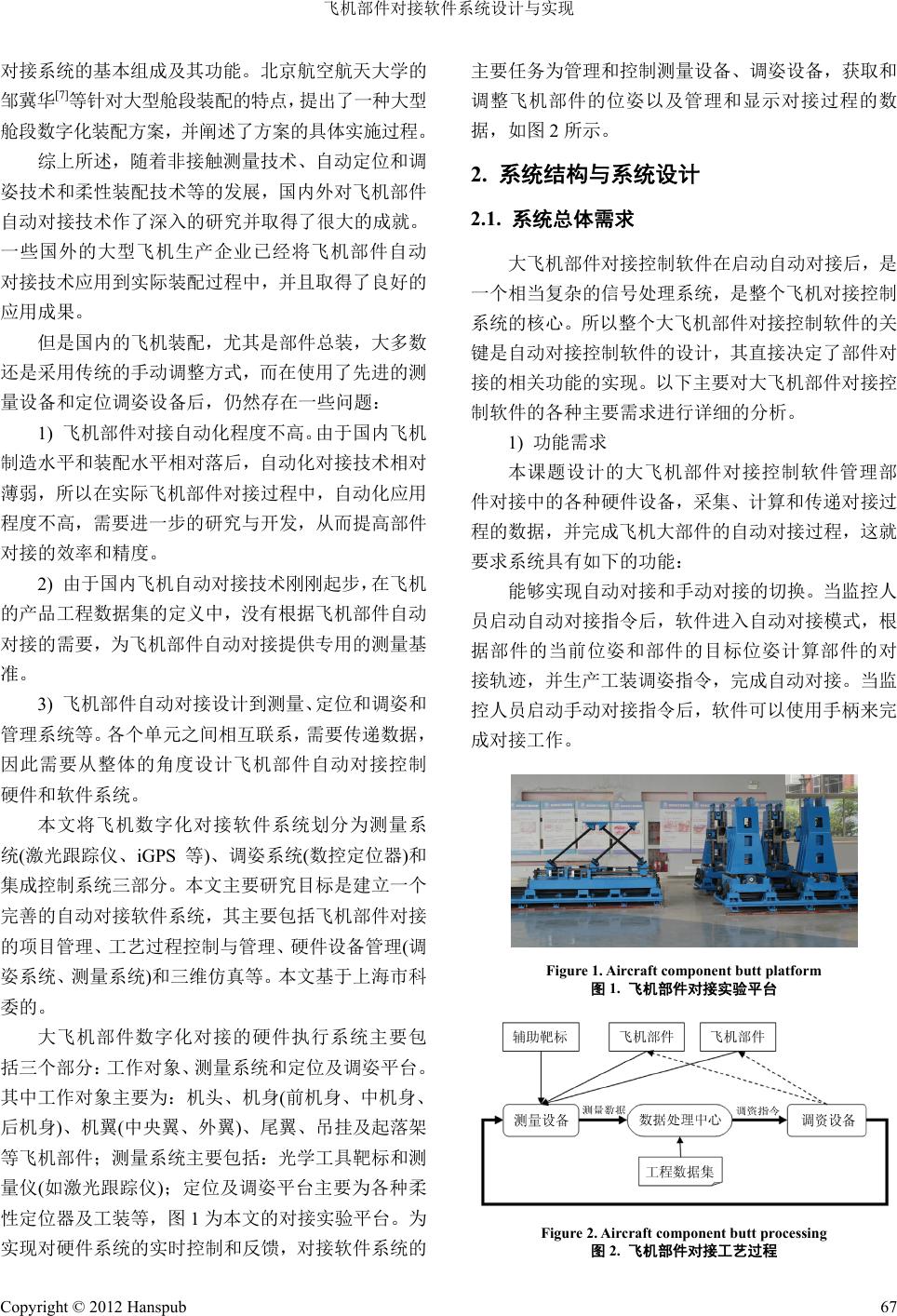 飞机部件对接软件系统设计与实现 对接系统的基本组成及其功能。北京航空航天大学的 邹冀华[7]等针对大型舱段装配的特点,提出了一种大型 舱段数字化装配方案,并阐述了方案的具体实施过 程。 综上所述,随着非接触测量技术、自动定位和调 姿技术和柔性装配技术等的发展,国内外对飞机部件 自动对接技术作了深入的研究并取得了很大的成就。 一些国外的大型飞机生产企业已经将飞机部件自动 对接技术应用到实际装配过程中,并且取得了良好的 应用成果。 但是国内的飞机装配,尤其是部件总装,大多数 还是采用传统的手动调整方式,而在使用了先进的测 量设备和定位调姿设备后,仍然存在一些问题: 1) 飞机部件对接自动化程度不高。由于国内飞机 制造水平和装配水平相对落后,自动化对接技术相对 薄弱,所以在实际飞机部件对接过程中,自动化应用 程度不高,需要进一步的研究与开发,从而提高部件 对接的效率和精度。 2) 由于国内飞机自动对接技术刚刚起步,在飞机 的产品工程数据集的定义中,没有根据飞机部件自动 对接的需要,为飞机部件自动对接提供专用的测量基 准。 3) 飞机部件自动对接设计到测量、定位和调姿和 管理系统等。各个单元之间相互联系,需要传递数据, 因此需要从整体的角度设计飞机部件自动对接控制 硬件和软件系统。 本文将飞机数字化对接软件系统划分为测量系 统(激光跟踪仪、iGPS 等)、调姿系统(数控定位器)和 集成控制系统三部分。本文主要研究目标是建立一个 完善的自动对接软件系统,其主要包括飞机部件对接 的项目管理、工艺过程控制与管理、硬件设备管理(调 姿系统、测量系统)和三维仿真等。本文基于上海市科 委的。 大飞机部件数字化对接的硬件执行系统主要包 括三个部分:工作对象、测量系统和定位及调姿平台。 其中工作对象主要为:机头、机身(前机身、中机身、 后机身)、机翼(中央翼、外翼)、尾翼、吊挂及起落架 等飞机部件;测量系统主要包括:光学工具靶标和测 量仪(如激光跟踪仪);定位及调姿平台主要为各种柔 性定位器及工装等,图 1为本文的对接实验平台。为 实现对硬件系统的实时控制和反馈,对接软件系统的 主要任务为管理和控制测量设备、调姿设备,获取和 调整飞机部件的位姿以及管理和显示对接过程的数 据,如图 2所示。 2. 系统结构与系统设计 2.1. 系统总体需求 大飞机部件对接控制软件在启动自动对接后,是 一个相当复杂的信号处理系统,是整个飞机对接控制 系统的核心。所以整个大飞机部件对接控制软件的关 键是自动对接控制软件的设计,其直接决定了部件对 接的相关功能的实现。以下主要对大飞机部件对接控 制软件的各种主要需求进行详细的分析。 1) 功能需求 本课题设计的大飞机部件对接控制软件管理部 件对接中的各种硬件设备,采集、计算和传递对接过 程的数据,并完成飞机大部件的自动对接过程,这就 要求系统具有如下的功能: 能够实现自动对接和手动对接的切换。当监控人 员启动自动对接指令后,软件进入自动对接模式,根 据部件的当前位姿和部件的目标位姿计算部件的对 接轨迹,并生产工装调姿指令,完成自动对接。当监 控人员启动手动对接指令后,软件可以使用手柄来完 成对接工作。 Figure 1. Air craft component butt platform 图1. 飞机部件对接实验平台 Figure 2. Aircraft component butt processing 图2. 飞机部件对接工艺过程 Copyright © 2012 Hanspub 67  飞机部件对接软件系统设计与实现 Copyright © 2012 Hanspub 68 据集是某种产品完整数字定义的集合。飞机产品的数 字化定义是在严格的构型控制下,应用并行工程原理 进行,于设计的早期就考虑制造和装配问题,从而形 成产品全生命周期中一致的产品工程数据集。在飞机 部件对接系统中,涉及飞机部件的产品工程数据,主 要有飞机部件的尺寸与公差(GT&T)、飞机部件定位基 准点数据、飞机部件支撑接头数据、飞机部件相对位 置公差等[2];涉及设备的工程数据,主要有调姿设备 尺寸、测量设备尺寸、测量光学目标尺寸等。在飞机 部件对接项目中,产品工程数据集被用来指导对接项 目的数据处理、过程控制,并为部件调姿提供数据支 持和终止条件。 能够通过工装设备、测量设备上的反馈装置实时 反馈当前设备的工作状态、物理信息,并及时反映到 控制软件平台。 能够实现可视化仿真,将对接现场设备和飞机部 件的位姿实时反映到三维可视化环境中,共监控人员 参考。 2) 安全可靠性需求 大飞机部件对接控制软件的安全可靠性可以通 过不同的手段来实现,如利用实时检测面板检测工装 设备的物理信息;采用共享数据来保证各个模块之间 的数据交互;采用对接步骤全信息记录的方式保证对 接过程在意外中断的情况下能恢复到上一次正常的 对接状态;对各种可能出现的错误和故障进行日志记 录、分类和处理。 日志管理是指在飞机部件对接项目执行过程中, 输出与对接过程相关的信息,提醒用户当前的对接状 态,主要包括过程执行日志、警告日志和错误日志。 一条日志由时间、内容、所属对象和日志等级等项组 成,通过醒目的颜色来区别不同等级的信息。日志的 记录有助于用户掌握对接过程的完成状态,为今后对 接项目的执行和软件系统的改进提供帮助。 3) 可维护性需求 大飞机部件对接控制软件的可维护性主要通过 软件模块化的设计来实现,为了增强软件的可维护性 和可扩展性,需要对大飞机部件对接控制软件按照不 同的功能进行模块的划分,并对各个模块进行封装值 流出模块间数据交互的接口,便于软件的维护和后续 功能的扩展。 飞机部件对接过程是使用测量设备测量飞机部 件上的光学靶标坐标并计算飞机部件的位姿,使用调 姿设备调整飞机部件的位姿,使得两个对接部件的相 对位姿达到工程数据集的要求。由于飞机型号、测量 设备型号、调姿设备型号等的不同,飞机部件对接有 不同的实现方法。由于飞机对接部件的不同,飞机部 件对接有不同的工艺过程。对接项目管理是指明确飞 机部件对接过程的各个要素,包括飞机型号、部件类 型、测量设备型号与数量、调姿设备型号、对接工艺 程等,根据这些要素创建一个对接项目,并调用 2.2. 系统结构与设计 根据软件需求,本文将大飞机部件对接软件系统 分成集成控制系统、设备管理系统和三维仿真系统三 部分,其各部分结构关系如图 3所示。 1) 集成控制系统管理和控制各子系统的执行,主 要包括工程数据集管理、项目管理、工艺过程管理、 用户与权限管理、日志管理、异常管理。产品工程数 过 Figure 3. Butt software component 图3. 对接软件系统组成  飞机部件对接软件系统设计与实现 相应的模块完成对接过程。对接项目负责记录对接过 程中产生的数据,对接完成后根据要求输出对接报告。 2) 设备管理系统是大飞机部件对接软件系统中 与硬件设备通讯的模块,包括测量设备管理和调姿设 备管理。测量设备管理系统用于搜索、连接和断开测 量设备(激光跟踪仪等),配置测量设备参数,指示测 量设备状态,建立测量坐标系,设置测量对象(光学工 具靶标),控制测量设备自动测量等功能。测量设备管 理系统通过网络协议与测量设备服务器建立连接,创 建与物理测量设备相对应的虚拟测量设备,虚拟测量 设备封装了不同类型测量设备的 API。测量设备管理 系统通过虚拟测量设备来实现对物理测量设备的管 理。调姿设备管理系统通过网络协议与调姿设备建立 连接,用于搜索和连接调姿设备,配置调姿设备参数, 指示调姿设备状态,生成调姿设备位姿调姿指令,获 取调姿设备力和速度反馈数据等功能。 3) 飞机部件对接具有场景大、设备多、环境复杂 等特点。三维仿真系统主要完成指示设备运行状态、 实时显示飞机部件当前位姿、预测和演示飞机部件调 姿轨迹等功能,为飞机部件对接现场指挥提供一定的 参考依据。飞机对接项目建立后,集成控制系统创建 一个包含测量设备、调姿设备、飞机部件、对接空间 等场景模型的三维仿真环境。三维环境中的场景模型 之间的相对位姿关系由测量设备的测量结果确定。三 维仿真系统预对接仿真是指根据飞机部件当前相对 位姿关系和工程数据集规定的终止位姿关系,通过调 姿算法计算飞机部件调姿过程的各个位姿状态,以三 维仿真形式模拟调姿过程。三维仿真系统对接实时仿 真是指根据测量设备测量的结果计算对接过程中飞 机部件的实时位姿,并且在三维仿真场景中实时更新 飞机部件当前的位姿。 3. 系统功能实现 软件系统采用 Qt框架开发用户界面、数据管理 和过程控制,使用 Openscenegraph(OS G) 作为三维仿 真的基础类库。Qt 开发框架是一个跨平台、支持多语 言的开源 C++应用程序框架,它完全面向对象,易扩 展,并且允许组件编程。OSG 是封装 OpenGL 的一个 高级 C++应用程序接口,它能让程序员快速、便捷地 创建高性能、跨平台的交互式图形程序。软件系统主 要实现了项目管理、自动对接工艺过程、设备管理和 三维仿真等功能。 3.1. 项目管理 项目管理包含了从创建飞机对接项目到输出项 目报告全过程。建立对接项目时根据飞机型号、部件 类型、测量设备型号、调姿设备型号要素可以确定飞 机部件对接的工艺过程,调用相应的飞机部件对接工 艺过程,如表 1所示。 确定各个要素后,项目管理模块生成部件对接工 艺过程,初始化设备管理系统和三维仿真系统。在对 接开始后,项目管理模块负责日志管理和错误报告。 在对接过程中,项目管理模块负责管理对接过程中涉 及的数据,及时地保存数据。在对接结束,项目管理 模块负责输出报告,结束项目,如图 4所示。 3.2. 自动对接工艺过程 测量并计算两个飞机部件的当前位姿,根据产品 Table 1. Aircraft component butt facts 表1. 对接项目要素 要素 说明 飞机型号 根据飞机型号确定可选对接部件列表、确定部件工 程数据集 部件类型 根据部件类型确定光学靶标分布、确定可选测量设 备列表、可选调姿设备列表 测量设备型号 根据测量设备型号确定测量方案、测量算法 调姿设备型号 根据调姿设备型号确定调姿方案、调姿算法 Figure 4. Project management instance 图4. 项目管理实例 Copyright © 2012 Hanspub 69  飞机部件对接软件系统设计与实现 工程数据集规定的相对位姿要求,应用调姿算法计算 两个飞机部件的下一个位姿要求,并产生调姿指令, 控制调姿设备调整飞机部件位姿,不断重复这个过 程,直到达到两个部件的相对位姿要求,完成自动对 接过程,如图 5所示。 3.3. 设备管理 设备管理包括设备的搜索、连接和断开、参数设 定、控制指令执行、状态获取等功能。由于飞机部件 对接中使用到不同类型的调姿设备和测量设备,所以 在设备管理系统中采用抽象设备的方式,定义设备的 公用功能接口,方便在软件系统中调用设备的功能。 设备的状态主要包括离线、待机、工作、出错等,在 主程序面板以醒目的形式来提醒用户当前各个设备 的运行状态,如图 6所示。 Figure 5. Automatic butt instance 图5. 自动对接实例 Figure 6. Devices management instance 图6. 设备管理实例 3.4. 三维仿真 采用 OSG 建立三维仿真环境,场景中主要包括 飞机部件、 结论 本文总结了国内外飞机部件自动对接的研究现 调姿设备、测量设备、对接空间基座等三 维模型。通过节点状态回调的方式更新场景中三维模 型的状态。图 7展示了飞机部件对接仿真过程中的部 件运动状态。表 2列出了仿真实验数据,表 3列出了 各类模型需要和集成控制系统交互的数据。 4. Figure 7. Visualization instance Table 2. Visualization data 模型 数据格式 三角面片数 组件数量 图7. 三维仿真实例 表2. 仿真实验数据 头舱段 stl 13,l766 1 机身段 stl 1940 1 激光跟踪仪 Stl 10,118 3 地面 stl 12 1 Table 3. Models interactive data 模型 数据 表3. 三维模型交互数据 飞机部件 部件编号、位置坐标、姿态坐标 测量设备 设备编号、位置坐标、姿态坐标、 调姿设备 设备编号、位置坐标、姿态坐标、设备状态 测量头朝向(α、β)、设备状态 Copyright © 2012 Hanspub 70  飞机部件对接软件系统设计与实现 Copyright © 2012 Hanspub 71 状 问题 参考文献 (References) 起跑线[URL], 2010. 制造技 S. Naing. J.A.M Project. Project summary, sitioning 部件数化对接技术[J]. 航空制造技术, 2009, 志存, 范玉青等. 大型飞行器舱段数字化装配方 和存在的 ,提出和设计了一种飞机自动对接软ht 件系统的框架,并且使用 Qt 框架和 OSG API搭建了 一个大飞机部件对接软件系统,主要包括了集成管理 平台、硬件管理系统和三维仿真系统,提出一个管理 大飞机部件对接产品工程数据集和管理飞机部件对 接的硬件设备的解决方案,实现大飞机部件对接过程 的实时三维仿真。 [1] 谢良兵. 国产大飞机: 不确定的 tp://www.medianet.cn/gongguanmiji/231154807.htm [2] 任晓华. 美国信息化带动航空工业发展实例[J]. 航空 术, 2003, 11: 23-25. [3] G. Burley, R. Odi and School of Industrial and Manufacturing Science, 2001. [4] G. Williams, E. Chalupa and S. Rahhal. Automated po and alignment systems. SAE Technical Paper 2000-01-3014, 2000. [5] B. Marguet, B. Ribere. Measurement-assisted assembly applica- tions on airbus final assembly lines. SAE Technical Paper 2003- 01-2950, 2003. [6] 许国康. 飞机大 24: 42-45. [7] 邹冀华, 刘 法[J]. 制造业自动化, 2007, 29(1): 1-4, 24. |