Mechanical Engineering and Technology
Vol.05 No.04(2016), Article ID:19393,7
pages
10.12677/MET.2016.54044
Control Technology of Two-Axis Laser Processing Platform Based on AEROTECH
Hao Jiang, Tao Shi, Jianhua Dang
Xi’an Institute of Optics and Precision Mechanics, Chinese Academy of Sciences, Xi’an Shaanxi

Received: Dec. 3rd, 2016; accepted: Dec. 18th, 2016; published: Dec. 27th, 2016
Copyright © 2016 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
The article describes several critical control technologies of two-axis platform based on AEROTECH in laser processing.
Keywords:Two-Axis Platform of AEROTECH, Control System of AEROTECH, Control Technology

基于AEROTECH双轴平台的血管支架加工控制技术
江浩,石涛,党建华
中国科学院西安光学精密机械研究所,陕西 西安

收稿日期:2016年12月3日;录用日期:2016年12月18日;发布日期:2016年12月27日

摘 要
文章综述了激光加工中基于AEROTECH双轴平台(直线轴与旋转轴)加工血管支架所具有的几项关键控制技术。
关键词 :AEROTECH双轴平台,AEROTECH控制系统,控制技术

1. 引言
激光因具有良好的单色性、相干性、平行性三大特点,特别适用于材料加工 [1] 。在管材上进行激光切割或雕刻具有其他热切割加工方式所没有的一些优点 [2] :
1) 切割质量好。由于激光光斑尺寸小,经过聚焦镜后的光斑直径通常可达到微米量级,因此用激光加工的血管支架切口平整,所切割区域的热影响区很小,尺寸精度很高。
2) 血管支架损耗少。用激光加工的切口宽度一般只有0.1~0.3 mm,因此用激光加工的血管支架损耗量很少。
3) 加工效率高。适用激光切割的材料很多,尤其是机械切割方法中难以切割的材料以及薄壁血管支架,用激光加工能够很好的解决加工问题。例如很多高附加值的医用器材,如心血管支架(管径极细,须放置到血管中),正是应用了激光加工方式解决了制造难题。
以上简述了激光管材加工的一些优点,但是于血管支架这种高附加值的加工零件,其激光切割加工又具备加工精度要求高,编程难度大等特点。以血管支架为例,其加工图形为树枝状结构,管径极细,要求具备高精度控制激光加工的轨迹及激光功率的能力的同时,还要求具有相当高的生产效率。综合以上几点,血管支架的加工控制难度并非一般管材切割可相比。
在管材的激光切割加工中,聚焦光头的轨迹控制是其中的控制关键。由于被加工对象属于空间的曲线或曲面,形状复杂,所以用常规方法编制数控加工程序有一定的困难,若采用示教录反编程装置 [3] ,就可以解决这一问题。
另一种方式是将双轴(直线轴与旋转轴)进行程序编辑,即将双轴系统均视为直线轴编程,即将双轴中的旋转轴展开作平面轴来使用,典型的双轴系统如图1所示。简而言之,管状图形将被“展开”为平面图形,在实际加工中,血管支架需要实时的与聚焦后的激光光束保持垂直相交,在这个基础上再通过双轴联动并配合激光的通断来切割或雕刻血管支架表面上各种复杂的纹理图形,此方式可以降低轨迹程序的编辑难度。
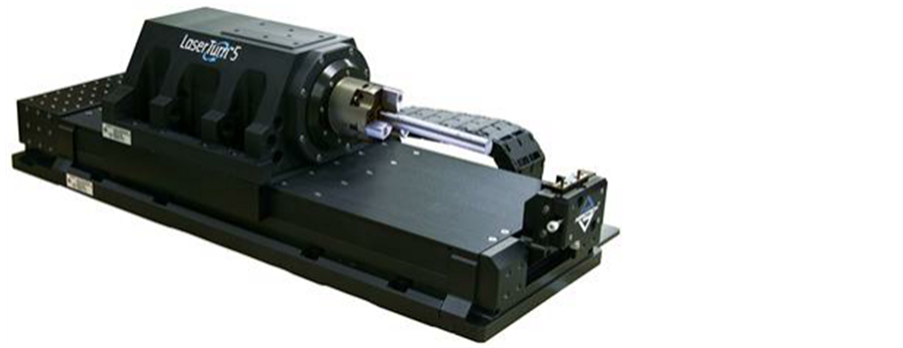
Figure 1. Two-axis platform of AEROTECH for stent processing
图1. 血管支架加工的AEROTECH双轴系统
本文中所论述的是基于AEROTECH双轴系统的血管支架加工系统,该系统不仅可实现管状图形的自动编程,而且运用了高速扫描振镜以及系统PSO功能完成工件的激光切割,对于相同图形的加工时间而言,本方法精度及效率更高,加工效果更好。
2. 硬件介绍
2.1. AEROTECH控制系统及双轴平台介绍
控制器A3200是AEROTECH专门为多轴伺服控制(最多可同时控制32轴)而开发的一款控制器,该控制器可完成各种形式的运动程序,如点到点,直线,圆弧以及其他复杂的插补运动。
AEROTECH双轴平台是基于美国AEROTECH控制系统专门针对血管支架加工所开发的成套标准平台,该平台广泛应用于管状物激光加工系统中,它的刚性及机械精度要比其他厂家用一个直线平台加一个转台的方案要高,直线轴及旋转轴分别选用了高精度的光栅尺及圆光栅,直线轴定位精度±1 μm,重复定位精度±0.5 μm;回转轴定位精度5 arcsec,重复定位精度2 arcsec。该双轴平台具有良好的动态性能,从而使系统在加工连续图形时具有更高的精度。与此同时,该平台提供专用的套爪卡盘及家具,方便夹紧需要加工的管状物。使得该双轴平台具有良好的动态性能,从而使系统在加工连续图形时具有更高的精度。
2.2. 高速扫描振镜
在本文中选用的Nmark AGV-HP扫描振镜,该扫描振镜具有高重复性以及反馈系统的热稳定性等特点,使得其在整个加工幅面上可达到微米级的扫描精度。Nmark AGV-10HP相关技术指标如下:
Ø 反馈精度:0.007 μrad
Ø 重复性:2 μrad
Ø 非线性:<0.01%
Ø 扫描速度:3 m/s
Ø 定位速度:12 m/s
2.3. AEROTECH控制双轴系统电气连接
双轴平台电气系统连接如图2所示,系统在硬件上由三部分组成:工业控制计算机,IEEE-1394通讯卡,伺服驱动器、永磁同步电机以及高速扫描振镜。整个系统采用1394通讯方式进行数据传输。直线及旋转轴的伺服驱动器型号为Ndrive_HPE,扫描振镜的驱动器型号为Nmark CLS。
在该系统中,计算机的主要作用是系统监督管理,包括软、硬件参数设置以及人机交互。驱动器控制模式采用速度控制,控制信号从AEROTECH控制器上的IEEE-1394通讯接口传输到驱动器中,驱动器再把信号放大以驱动电机运行,在运行的过程中安装在负载终端的光栅实时的把位置信息传输给控制器最终实现系统的全闭环控制。
3. 基于AEROTECH双轴平台的关键控制技术
3.1. 自动编程技术
AEROTECH控制系统提供的CADFusion软件提供自动编程功能,该软件具有导入加工图形,设置刀具,编辑图形以及生成加工程序等功能,相比其他管材加工系统大大提高了编程效率并避免了人工编程错误率高、工作量大等缺陷。以下对CADFusion软件操作方式进行简介:

Figure 2. System electrical connection
图2. 系统电气连接
Ø 导入加工图形
CADFusion可识别dwg以及dxf格式的图纸,在导入图形之前新建一个工程,然后在这个新建的工程下选择import→into current project导入事先设计好的图形,软件导入功能如图3(a)及图3(b)所示。
Ø 程序导出
程序导出分为两个步骤。首先是加工参数的设置,主要包含水平轴和垂直轴的定义,加工速度设置,单位设置等,如图4(a)及图4(b)所示。
然后在相关参数设置完毕后,点击对话框的OK,并将生成的加工程序保存在计算机中,如图4(b)所示。
如上所述,通过导入加工图形及程序导出两个步骤实现设备的自动编程。
3.2. 双轴平台搭载扫描振镜的同步加工技术
如前所述,市面上常用的激光加工血管支架的控制系统都是使激光束垂直聚焦到管材的母线上并同时持续旋转及移动双轴平台的旋转轴或直线轴,以达到切割管材表面复杂图形之目的。由于血管支架的加工图形具有许多非常微小的圆弧转角特征,直线轴与旋转轴在加工该图时,必须持续进行方向旋转。当工件的管径持续缩小时,在上述的这些方向转换所需的加速度将会随之提高。如果加速度高到某些程度时,线性马达定位平台在追随所需的路径上,将没有任何效率可言,并且加工时间将变得很长。
本文所采用的AEROTECH控制系统可以在连续旋转的圆柱工件上,使用高速扫描振镜进行加工。扫描振镜的一轴将会进行直线栅状扫描,而另一轴将会在同一条加工线段中补偿工件的旋转。在实际操
 (a)
(a) (b)
(b)
Figure 3. Import graph of processing
图3. 导入加工图形
作中,我们将振镜的Y轴与双轴系统的旋转运动进行补偿,可存取旋转轴的编码器反馈信号。补偿的比例可通过如下指令设定:
GALVO ENCODERSCALEFACTOR Y(CountsPerUnit.Y/CountsPerUnit.THETA)
*EmulatedQuadratureDriver.THETA
在本例中,双轴系统的旋转轴名为THETA,上述指令不仅仅将THETA轴与振镜轴Y轴连接,也同时将此二轴的比例进行了设定,因此振镜轴的单位与旋转轴THETA轴的单位也将会相同。
 (a)
(a) (b)
(b)
Figure 4. Export program
图4. 程序导出
3.3. 位置同步输出技术
位置同步输出技术简称PSO技术(Position Synchronized Output),利用此技术可准确的将激光输出到需要位置处。
由于血管支架表面的图形复杂多变,在管材的切割过程中平台的移动速度变化较大,因此当切割速度过低时,由于氧燃速度高于或等于激光束移动速度,工件被切割边沿出现明显的烧伤痕迹,而且切缝较宽,切面也很粗糙 [4] 。当切割速度增加时,管材圆周平均切缝宽度将减小,且管径越小,这种影响越

 (a) (b)
(a) (b)
Figure 5. (a) The corner of the lower speed leads to light overlap without PSO; (b) The light can be distributed evenly around the corner with PSO
图5. (a) 不使用PSO技术时拐角处的速度降低导致的光斑重叠;(b) 使用PSO技术时拐角处的光斑可均匀分布
明显 [3] 。传统加工平台只能通过编程(在拐角处降低功率等方法)来解决此问题,但是系统的响应性将受到很大考验,并且加工效率也不可避免的将会受到影响,而AEROTECH运用PSO技术可以较好的解决这一问题,如图5(a)及图5(b)所示。
4. 结束语
通过以上论述,在血管支架加工这一领域,AEROTECH双轴平台比传统加工平台的运动响应性及加工精度都要高,尤其它所具备的几项控制功能很好的满足了血管支架加工质量要求高等要求,解决了传统加工方式的加工效率低等问题。
与此同时,该系统的硬件连接简单,具有良好的可靠性和稳定性。笔者通过运用该控制系统成功地实现了不同管径以及各种复杂图形的切割加工,并且经过实验验证,该系统能够满足多种高精度的血管支架加工要求。
文章引用
江浩,石涛,党建华. 基于AEROTECH双轴平台的血管支架加工控制技术
Control Technology of Two-Axis Laser Processing Platform Based on AEROTECH[J]. 机械工程与技术, 2016, 05(04): 360-366. http://dx.doi.org/10.12677/MET.2016.54044
参考文献 (References)
- 1. 孙文, 胡柏利. 激光工业加工综述[J]. 激光与光电子学进展(增刊), 1996(7): 287-291.
- 2. 丁黎光. 管件生产自动线上使用激光切割工艺[J]. 新技术新工艺, 1991(2): 19-21.
- 3. 汤漾平, 段正澄, 李鹤九. 多用途五轴联动激光加工系统[J]. 制造技术与机床, 1997(11): 12-13.
- 4. 曹凤国. 激光加工[M]. 北京: 化学工业出版社, 2015.