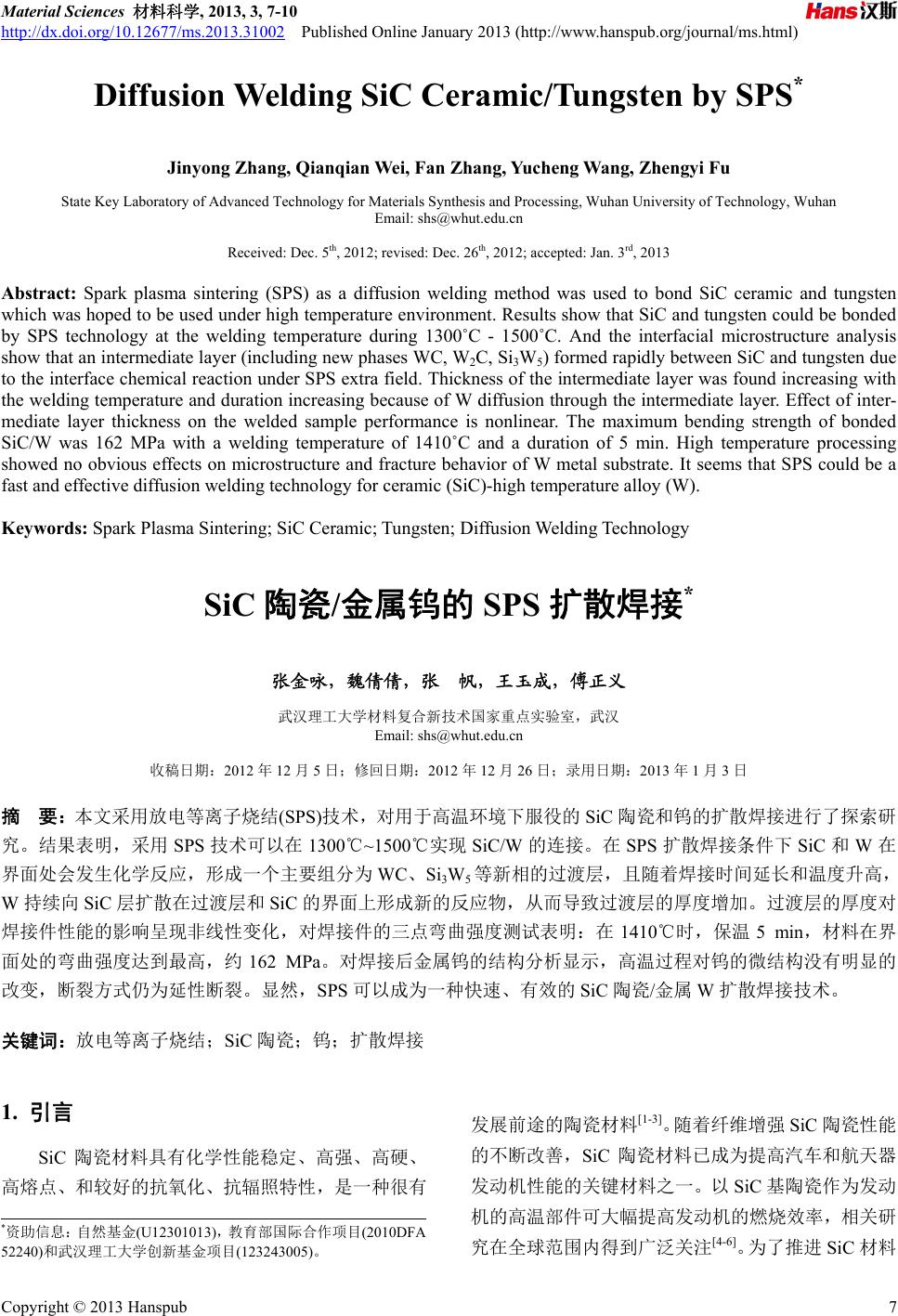
 Material Sciences 材料科学, 2013, 3, 7-10 http://dx.doi.org/10.12677/ms.2013.31002 Published Online January 2013 (http://www.hanspub.org/journal/ms.html) Diffusion Welding SiC Ceramic/Tungsten by SPS* Jinyong Zhang, Qianqian Wei, Fan Zhang, Yucheng Wang, Zhengyi Fu State Key Laboratory of Advanced Technology for Materials Synthesis and Processing, Wuhan University of Technology, Wuhan Email: shs@whut.edu.cn Received: Dec. 5th, 2012; revised: Dec. 26th, 2012; accepted: Jan. 3rd, 2013 Abstract: Spark plasma sintering (SPS) as a diffusion welding method was used to bond SiC ceramic and tungsten which was hoped to be used under high temperature environment. Results show that SiC and tungsten could be bonded by SPS technology at the welding temperature during 1300˚C - 1500˚C. And the interfacial microstructure analysis show that an intermediate layer (including new phases WC, W2C, Si3W5) formed rapidly between SiC and tungsten due to the interface chemical reaction under SPS extra field. Thickness of the intermediate layer was found increasing with the welding temperature and duration increasing because of W diffusion through the intermediate layer. Effect of inter- mediate layer thickness on the welded sample performance is nonlinear. The maximum bending strength of bonded SiC/W was 162 MPa with a welding temperature of 1410˚C and a duration of 5 min. High temperature processing showed no obvious effects on microstructure and fracture behavior of W metal substrate. It seems that SPS could be a fast and effective diffusion welding technology for ceramic (SiC)-high temperature alloy (W). Keywords: Spark Plasma Sintering; SiC Ceramic; Tungsten; Diffusion Welding Technology SiC 陶瓷/金属钨的 SPS 扩散焊接* 张金咏,魏倩倩,张 帆,王玉成,傅正义 武汉理工大学材料复合新技术国家重点实验室,武汉 Email: shs@whut.edu.cn 收稿日期:2012 年12 月5日;修回日期:2012年12 月26 日;录用日期:2013年1月3日 摘 要:本文采用放电等离子烧结(SPS)技术,对用于高温环境下服役的SiC 陶瓷和钨的扩散焊接进行了探索研 究。结果表明,采用 SPS 技术可以在 1300℃~15 00 ℃实现 SiC/W 的连接。在 SPS 扩散焊接条件下 SiC和W在 界面处会发生化学反应,形成一个主要组分为 WC、Si3W5等新相的过渡层,且随着焊接时间延长和温度升高, W持续向 SiC 层扩散在过渡层和SiC 的界面上形成新的反应物,从而导致过渡层的厚度增加。过渡层的厚度对 焊接件性能的影响呈现非线性变化,对焊接件的三点弯曲强度测试表明:在1410℃时,保温 5 min,材料在界 面处的弯曲强度达到最高,约162 MPa。对焊接后金属钨的结构分析显示,高温过程对钨的微结构没有明显的 改变,断裂方式仍为延性断裂。显然,SPS 可以成为一种快速、有效的SiC 陶瓷/金属 W扩散焊接技术。 关键词:放电等离子烧结;SiC 陶瓷;钨;扩散焊接 1. 引言 SiC 陶瓷材料具有化学性能稳定、高强、高硬、 高熔点、和较好的抗氧化、抗辐照特性,是一种很有 发展前途的陶瓷材料[1-3]。随着纤维增强SiC 陶瓷性能 的不断改善,SiC 陶瓷材料已成为提高汽车和航天器 发动机性能的关键材料之一。以 SiC 基陶瓷作为发动 机的高温部件可大幅提高发动机的燃烧效率,相关研 究在全球范围内得到广泛关注[4-6]。为了推进 SiC 材料 *资助信息:自然基金(U12301013),教育部国际合作项目(2010DFA 52240)和武汉理工大学创新基金项目(123243005)。 Copyright © 2013 Hanspub 7 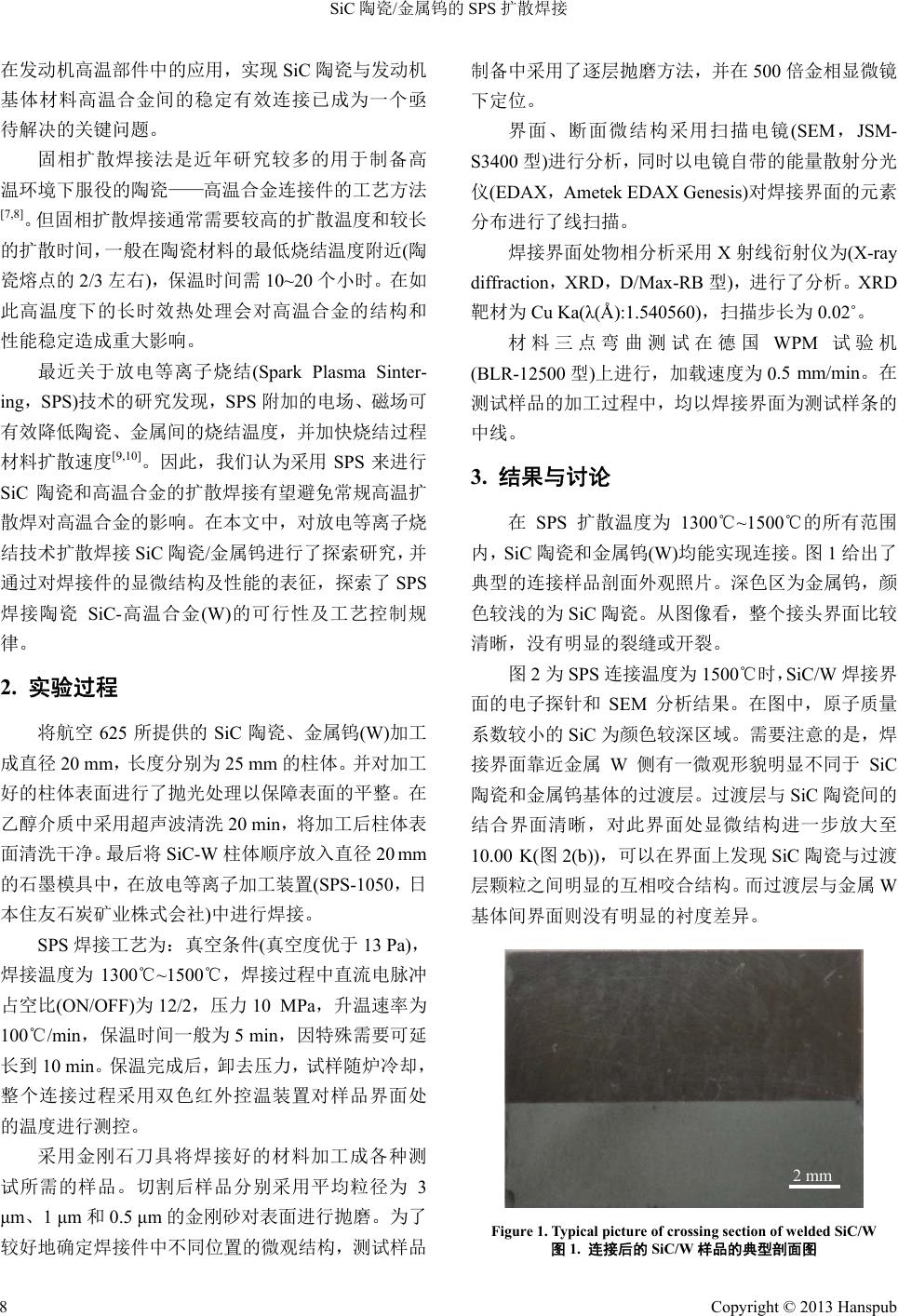 SiC 陶瓷/金属钨的 SPS 扩散焊接 在发动机高温部件中的应用,实现 SiC 陶瓷与发动机 基体材料高温合金间的稳定有效连接已成为一个亟 待解决的关键问题。 固相扩散焊接法是近年研究较多的用于制备高 温环境下服役的陶瓷——高温合金连接件的工艺方法 [7,8]。但固相扩散焊接通常需要较高的扩散温度和较长 的扩散时间,一般在陶瓷材料的最低烧结温度附近(陶 瓷熔点的2/3 左右),保温时间需 10~20 个小时。在如 此高温度下的长时效热处理会对高温合金的结构和 性能稳定造成重大影响。 最近关于放电等离子烧结(Spark Plasma Sinter- ing,SPS)技术的研究发现,SPS 附加的电场、磁场可 有效降低陶瓷、金属间的烧结温度,并加快烧结过程 材料扩散速度[9,10]。因此,我们认为采用 SPS 来进行 SiC 陶瓷和高温合金的扩散焊接有望避免常规高温扩 散焊对高温合金的影响。在本文中,对放电等离子烧 结技术扩散焊接SiC 陶瓷/金属钨进行了探索研究,并 通过对焊接件的显微结构及性能的表征,探索了SPS 焊接陶瓷 SiC-高温合金(W)的可行性及工艺控制规 律。 2. 实验过程 将航空 625 所提供的 SiC陶瓷、金属钨(W)加工 成直径 20 mm,长度分别为 25 mm的柱体。并对加工 好的柱体表面进行了抛光处理以保障表面的平整。在 乙醇介质中采用超声波清洗20 min,将加工后柱体表 面清洗干净。最后将 SiC-W 柱体顺序放入直径20 mm 的石墨模具中,在放电等离子加工装置(SPS-1050,日 本住友石炭矿业株式会社)中进行焊接。 SPS 焊接工艺为:真空条件(真空度优于13 Pa), 焊接温度为 1300℃~150 0℃,焊接过程中直流电脉冲 占空比(ON/OFF)为12/2,压力 10 MPa,升温速率为 100℃/min,保温时间一般为5 min,因特殊需要可延 长到 10 min。保温完成后,卸去压力,试样随炉冷却, 整个连接过程采用双色红外控温装置对样品界面处 的温度进行测控。 采用金刚石刀具将焊接好的材料加工成各种测 试所需的样品。切割后样品分别采用平均粒径为 3 μm、1 μm和0.5 μm的金刚砂对表面进行抛磨。为了 较好地确定焊接件中不同位置的微观结构,测试样品 制备中采用了逐层抛磨方法,并在 500 倍金相显微镜 下定位。 界面、断面微结构采用扫描电镜(SEM,JSM- S3400 型)进行分析,同时以电镜自带的能量散射分光 仪(EDAX,Ametek EDAX Genesis)对焊接界面的元素 分布进行了线扫描。 焊接界面处物相分析采用X射线衍射仪为(X-ray diffraction,XRD,D/Max-RB 型),进行了分析。XRD 靶材为 Cu Ka(λ(Å):1.5405 60),扫描步长为 0.02˚。 材料三点弯曲测试在德国 WPM 试验机 (BLR-12500 型)上进行,加载速度为 0.5 mm/min。在 测试样品的加工过程中,均以焊接界面为测试样条的 中线。 3. 结果与讨论 在SPS 扩散温度为 1300℃~1500℃的所有范围 内,SiC陶瓷和金属钨(W)均能实现连接。图1给出了 典型的连接样品剖面外观照片。深色区为金属钨,颜 色较浅的为SiC 陶瓷。从图像看,整个接头界面比较 清晰,没有明显的裂缝或开裂。 图2为SPS 连接温度为1500℃时,SiC/W 焊接界 面的电子探针和SEM 分析结果。在图中,原子质量 系数较小的SiC 为颜色较深区域。需要注意的是,焊 接界面靠近金属W侧有一微观形貌明显不同于SiC 陶瓷和金属钨基体的过渡层。过渡层与 SiC陶瓷间的 结合界面清晰,对此界面处显微结构进一步放大至 10.00 K(图2(b)),可以在界面上发现SiC 陶瓷与过渡 层颗粒之间明显的互相咬合结构。而过渡层与金属 W 基体间界面则没有明显的衬度差异。 2 mm Figure 1. Typical picture of crossing section o f welded SiC/W 图1. 连接后的 SiC/W 样品的典型剖面图 Copyright © 2013 Hanspub 8 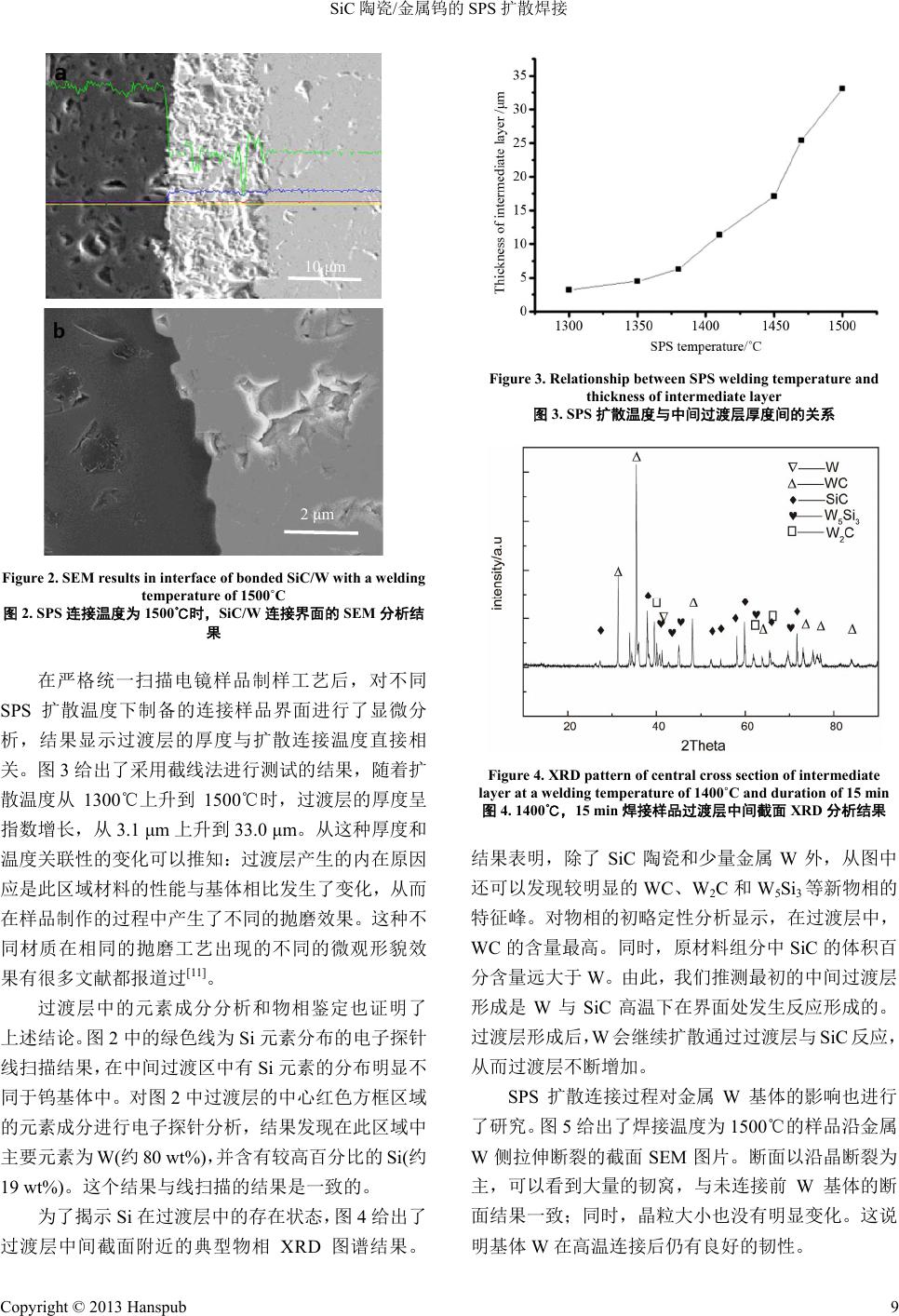 SiC 陶瓷/金属钨的 SPS 扩散焊接 10 μm 2 μm Figure 2. SEM results in interface of bonded SiC/W with a welding temperature of 1500˚C 图2. SPS连接温度为 1500℃时,SiC/W 连接界面的 SEM 分析结 果 在严格统一扫描电镜样品制样工艺后,对不同 SPS 扩散温度下制备的连接样品界面进行了显微分 析,结果显示过渡层的厚度与扩散连接温度直接相 关。图 3给出了采用截线法进行测试的结果,随着扩 散温度从 1300℃上升到 1500℃时,过渡层的厚度呈 指数增长,从3.1 μm上升到 33.0 μm。从这种厚度和 温度关联性的变化可以推知:过渡层产生的内在原因 应是此区域材料的性能与基体相比发生了变化,从而 在样品制作的过程中产生了不同的抛磨效果。这种不 同材质在相同的抛磨工艺出现的不同的微观形貌效 果有很多文献都报道过[11]。 过渡层中的元素成分分析和物相鉴定也证明了 上述结论。图2中的绿色线为 Si 元素分布的电子探针 线扫描结果,在中间过渡区中有Si 元素的分布明显不 同于钨基体中。对图 2中过渡层的中心红色方框区域 的元素成分进行电子探针分析,结果发现在此区域中 主要元素为 W(约80 wt%),并含有较高百分比的 Si(约 19 wt%)。这个结果与线扫描的结果是一致的。 为了揭示Si 在过渡层中的存在状态,图 4给出了 过渡层中间截面附近的典型物相 XRD 图谱结果。 Figure 3. Relationship bet ween SPS welding temperature and thickness of intermediate layer 图3. SPS扩散温度与中间过渡层厚度间的关系 Figure 4. XRD pattern of central cross section of intermediate layer at a welding temperature of 1400˚C and duration of 15 min 图4. 1400℃,15 min焊接样品过渡层中间截面 XRD 分析结果 结果表明,除了 SiC 陶瓷和少量金属 W外,从图中 还可以发现较明显的 WC、W2C和W5Si3等新物相的 特征峰。对物相的初略定性分析显示,在过渡层中, WC 的含量最高。同时,原材料组分中 SiC 的体积百 分含量远大于 W。由此,我们推测最初的中间过渡层 形成是 W与SiC 高温下在界面处发生反应形成的。 过渡层形成后,W会继续扩散通过过渡层与SiC 反应, 从而过渡层不断增加。 SPS 扩散连接过程对金属W基体的影响也进行 了研究。图 5给出了焊接温度为 1500℃的样品沿金属 W侧拉伸断裂的截面 SEM 图片。断面以沿晶断裂为 主,可以看到大量的韧窝,与未连接前 W基体的断 面结果一致;同时,晶粒大小也没有明显变化。这说 明基体 W在高温连接后仍有良好的韧性。 Copyright © 2013 Hanspub 9 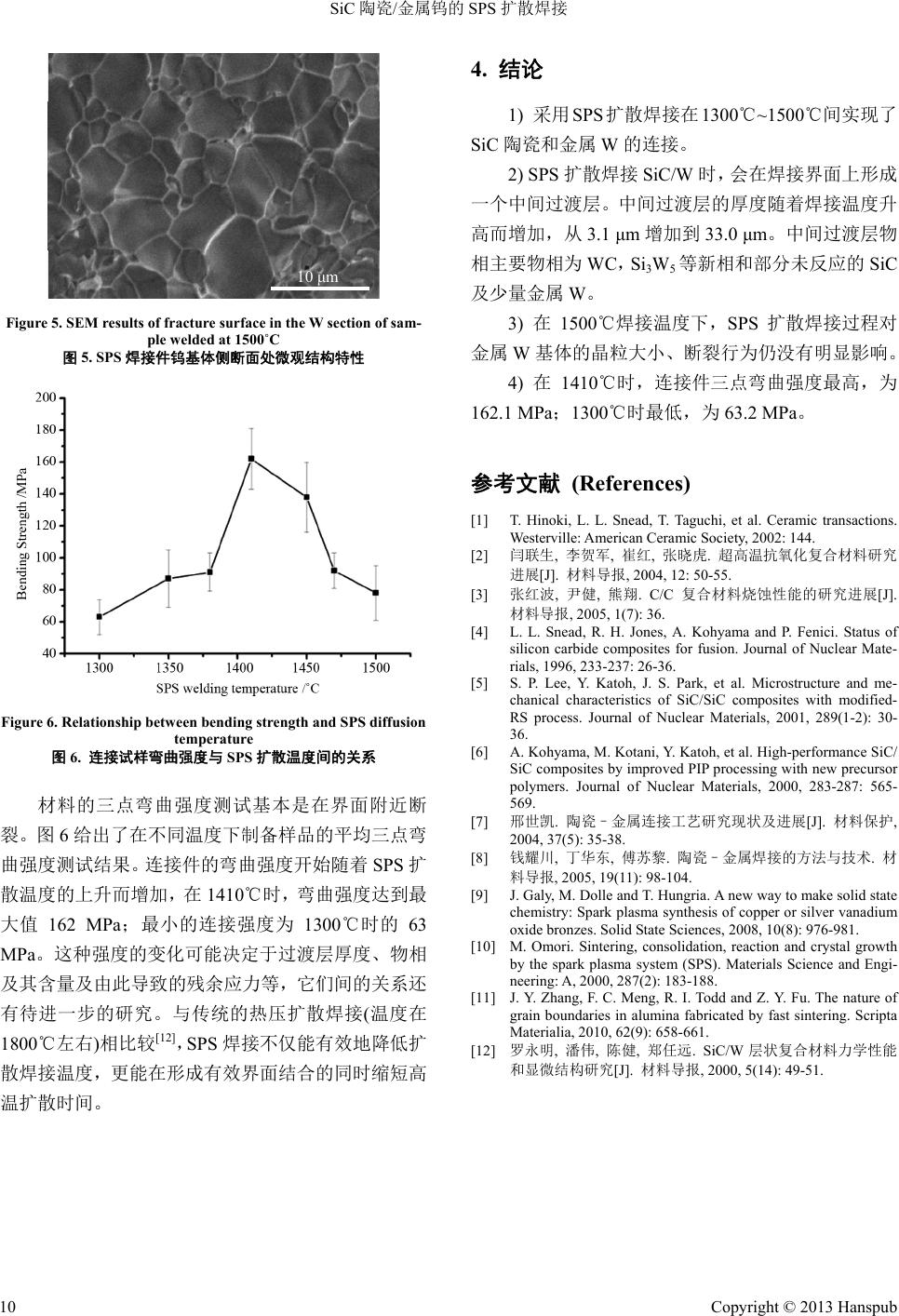 SiC 陶瓷/金属钨的 SPS 扩散焊接 Copyright © 2013 Hanspub 10 10 μm 4. 结论 1) 采用 SPS扩散焊接在 1300℃~1500℃间实现了 SiC 陶瓷和金属 W的连接。 2) SPS 扩散焊接 SiC/W 时,会在焊接界面上形成 一个中间过渡层。中间过渡层的厚度随着焊接温度升 高而增加,从3.1 μm增加到 33.0 μm。中间过渡层物 相主要物相为 WC,Si3W5等新相和部分未反应的SiC 及少量金属 W。 3) 在1500℃焊接温度下,SPS 扩散焊接过程对 金属 W基体的晶粒大小、断裂行为仍没有明显影响。 Figure 5. SEM results of fracture surface in the W section of sam- ple welded at 1500˚C 图5. SPS焊接件钨基体侧断面处微观结构特性 4) 在1410℃时,连接件三点弯曲强度最高,为 162.1 MPa;1300℃时最低,为 63.2 MPa。 参考文献 (References) [1] T. Hinoki, L. L. Snead, T. Taguchi, et al. Ceramic transactions. Westerville: American Ceramic Society, 2002: 144. [2] 闫联生, 李贺军, 崔红, 张晓虎. 超高温抗氧化复合材料研究 进展[J]. 材料导报, 2004, 12: 50-55. [3] 张红波, 尹健, 熊翔. C/C 复合材料烧蚀性能的研 究进展[J]. 材料导报, 2005, 1(7): 36. [4] L. L. Snead, R. H. Jones, A. Kohyama and P. Fenici. Status of silicon carbide composites for fusion. Journal of Nuclear Mate- rials, 1996, 233-237: 26-36. [5] S. P. Lee, Y. Katoh, J. S. Park, et al. Microstructure and me- chanical characteristics of SiC/SiC composites with modified- RS process. Journal of Nuclear Materials, 2001, 289(1-2): 30- 36. Figure 6. Relationship between bending streng th and SPS diffusion temperature [6] A. Kohyama, M. Kotani, Y. Katoh, et al. High-performance SiC/ SiC composites by improved PIP processing with new precursor polymers. Journal of Nuclear Materials, 2000, 283-287: 565- 569. 图6. 连接试样弯曲强度与 SPS扩散温度间的关系 材料的三点弯曲强度测试基本是在界面附近断 裂。图 6给出了在不同温度下制备样品的平均三点弯 曲强度测试结果。连接件的弯曲强度开始随着 SPS 扩 散温度的上升而增加,在 1410℃时,弯曲强度达到最 大值 162 MPa;最小的连接强度为 1300℃时的 63 MPa。这种强度的变化可能决定于过渡层厚度、物相 及其含量及由此导致的残余应力等,它们间的关系还 有待进一步的研究。与传统的热压扩散焊接(温度在 1800℃左右)相比较[12],SPS焊接不仅能有效地降低扩 散焊接温度,更能在形成有效界面结合的同时缩短高 温扩散时间。 [7] 邢世凯. 陶瓷–金属连接工艺研究现状及进展[J]. 材料保护, 2004, 37(5): 35-38. [8] 钱耀川, 丁华东, 傅苏黎. 陶瓷–金属焊接的方法与技术. 材 料导报, 2005, 19(11): 98-104. [9] J. Galy, M. Dolle and T. Hungria. A new way to make solid state chemistry: Spark plasma synthesis of copper or silver vanadium oxide bronzes. Solid State Sciences, 2008, 10(8): 976-981. [10] M. Omori. Sintering, consolidation, reaction and crystal growth by the spark plasma system (SPS). Materials Science and Engi- neering: A, 2000, 287(2): 183-188. [11] J. Y. Zhang, F. C. Meng, R. I. Todd and Z. Y. Fu. The nature of grain boundaries in alumina fabricated by fast sintering. Scripta Materialia, 2010, 62(9): 658-661. [12] 罗永明, 潘伟, 陈健, 郑任远. SiC/W层状复合材料力学性能 和显微结构研究[J]. 材料导报, 2000, 5(14): 49-51. |