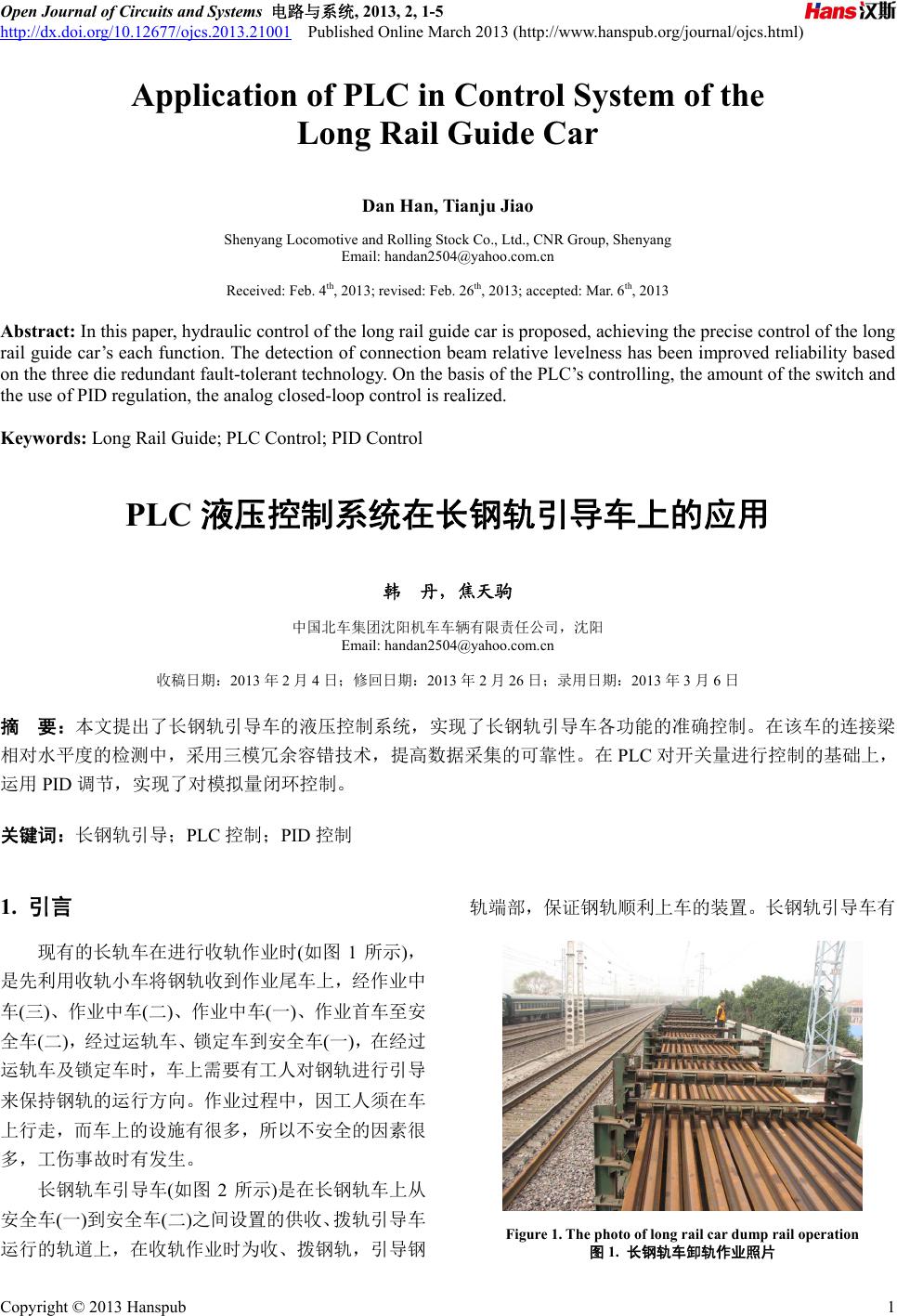
 Open Journal of Circuits and Systems 电路与系统, 2013, 2, 1-5 http://dx.doi.org/10.12677/ojcs.2013.21001 Published Online March 2013 (http://www.hanspub.org/journal/ojcs.html) Application of PLC in Control System of the Long Rail Guide Car Dan Han, Tianju Jiao Shenyang Locomotive and Rolling Stock Co., Ltd., CNR Group, Shenyang Email: handan2504@yahoo.com.cn Received: Feb. 4th, 2013; revised: Feb. 26th, 2013; accepted: Mar. 6th, 2013 Abstract: In this paper, hydraulic control of the long rail guide car is proposed, achieving the precise control of the long rail guide car’s each function. The detection of connection beam relative levelness has been improved reliability based on the three die redundant fault-tolerant technology. On the basis of the PLC’s controlling, the amount of the switch and the use of PID regulation, the analog closed-loop control is realized. Keywords: Long Rail Guide; PLC Control; PID Control PLC 液压控制系统在长钢轨引导车上的应用 韩 丹,焦天驹 中国北车集团沈阳机车车辆有限责任公司,沈阳 Email: handan2504@yahoo.com.cn 收稿日期:2013 年2月4日;修回日期:2013 年2月26 日;录用日期:2013 年3月6日 摘 要:本文提出了长钢轨引导车的液压控制系统,实现了长钢轨引导车各功能的准确控制。在该车的连接梁 相对水平度的检测中,采用三模冗余容错技术,提高数据采集的可靠性。在 PLC 对开关量进行控制的基础上, 运用 PID 调节,实现了对模拟量闭环控制。 关键词:长钢轨引导;PLC 控制;PID 控制 1. 引言 现有的长轨车在进行收轨作业时(如图 1所示), 是先利用收轨小车将钢轨收到作业尾车上,经作业中 车(三)、作业中车(二)、作业中车(一)、作业首车至安 全车(二),经过运轨车、锁定车到安全车(一),在经过 运轨车及锁定车时,车上需要有工人对钢轨进行引导 来保持钢轨的运行方向。作业过程中,因工人须在车 上行走,而车上的设施有很多,所以不安全的因素很 多,工伤事故时有发生。 长钢轨车引导车(如图 2所示)是在长钢轨车上从 安全车(一)到安全车(二)之间设置的供收、拨轨引导车 运行的轨道上,在收轨作业时为收、拨钢轨,引导钢 轨端部,保证钢轨顺利上车的装置。长钢轨引导车有 Figure 1. The photo of long rail car dump rail operation 图1. 长钢轨车卸轨作业照片 Copyright © 2013 Hanspub 1  PLC 液压控制系统在长钢轨引导车上的应用 照明、监控设备,在作业过程中减少了人工操作,提 高了作业过程的安全性,减少工伤事故的发生。引导 车上用电由柴油发动机带动轴向发电机供电。发电机 的功率大约在5 KW 左右,发出的交流电为直流电源 供电,由直流电源为液压控制系统提供电源。整个引 导车的所有动作都是由电气控制配合液压系统来实 现的。其中主要包括:连接梁相对水平度的检测控制、 液压泵的压力控制,液压站电磁阀的控制,其均采用 PLC(可编程控制器)控制完成。 2. 液压控制系统介绍 液压控制系统其中主要包括:连接梁相对水平度 的检测控制、液压泵的压力控制,液压站电磁阀的控 制,调节车轮运动速度的控制,其均采用 PLC 控制完 成。 2.1. 连接梁相对水平度的检测 为了保证连接梁的相对水平状态,在连接梁上安 装倾角传感器,可以测量连接梁相对于大地的水平 度。同样,在收轨小车底部平整部位安装倾角传感器 可以测量列车相对于大地的水平度。可编程逻辑控制 器(PLC)通过采集 2个倾角传感器的输出信号,可以 计算得到连接梁相对于列车的相对水平度。 PLC 将相对水平度作为反馈量,通过控制算法, 得到平衡油缸塞是否该运动以及是伸还是缩运动的 控制信息,据此控制液压系统的相应电磁阀,通过电 磁阀控制进入平衡油缸的压力油,实现伸缩动作,从 而调节连接梁的水平度到水平状态。倾角传感器的精 度是 0.1˚,能够满足相对水平度小于1˚的性能要求。 Figure 2. Long rail guide car 3D rendering 图2. 长钢轨引导车三维效果图 在数据采集功能的设计上,采用了三模冗余容错 技术来实现。将基于马尔可夫模型来分析三模冗余系 统的可靠性。设每个通道模块的失效率为常数 λ;故 障覆盖率为 c;维修率为μ。某一时刻只有 1个通道 模块发生失效。系统开始工作时,处于完好状态,即 3个通道模块均正常工作。图 3所示为三模冗余系统 的马尔可夫模型状态图,其马尔可夫状态过程可描述 为[1,2]: 1) 状态0表示系统处于正常工作状态; 2) 状态 1表示系统中有一个通道模块发生可测 故障,系统处于二取二表决状态; 3) 状态 2表示系统中两个通道模块发生可测故 障,不能进行表决输出,由于不能确定单通道模块是 否存在未被检测到的故障,此状态下系统已不能正常 工作,此时是故障–安全状态; 4) 状态3表示系统中有一个通道模块故障,但故 障没有被检测出来,按三取二原则,系统处于可靠工 作状态; 5) 状态4表示系统中有两个通道模块故障,检测 到一个通道模块故障并停机,另一个通道模块的故障 没有被检测到,系统通过二取二表决不能得到一致输 出,系统处于故障–安全状态; 6) 状态 5表示系统中三个通道模块均处于故障 状态,系统处于危险状态。 由图 4可以得到状态转移密度矩阵。用 pj t 2,3, 4,5 , 表示 t时刻系统处于状态j的概率,j, 初始条 0, 1, 0 1,0,0,0,0,0pj 根据矩阵方程 PtAPt 可得到各时刻各个状态的概率。由马尔 Figure 3. Connection beam levelness control scheme hint 图3. 连接梁水平度控制方案示意 Copyright © 2013 Hanspub 2  PLC 液压控制系统在长钢轨引导车上的应用 Figure 4. Three mode of the redundant system markov state dia- gram 图4. 三模冗余系统的马尔可夫状态图 可夫转移图可以看出,状态0、状态 1和状态3系统 处在可靠的状态下,状态0、1、2、3、4系统处在安 全的状态下。 可靠性: 013Rtpt pt pt 由MATLAB仿真出来的可靠性曲线如图 5所示。 在仿真参数选择中我们选择μ = 0.9,c = 0.9,λ = 0.0001。由图5可以看出三模冗余系统相比非三模冗 余系统具有着较高的可靠性。 2.2. 液压泵压力的模拟量控制性 液压泵在整个系统中起着关键的作用,只有确保 液压泵准确稳定的运行,整个系统的稳定性才能保 证。为了提高液压泵的精确性,采用 PLC 的PID 功 能对液压泵的压力进行控制(如图 6所示)。系统由 PLC、压力传感器、比例放大器、比例溢流阀等组成。 Figure 5. Reliability curve 图5. 可靠性曲线图 Figure 6. Oil cylinder pressure constant contr ol scheme hint 图6. 油缸压力恒定控制方案示意 PLC 接收了实测的液压泵的压力反馈信号后,与 给定值比较后得到给定值与实测值之差。如实测值小 于给定值,说明液压泵压力低于理想压力,要加大比 例溢流阀的开口,增大压力;如实测值大于给定值, 则液压泵压力高于理想压力,要减小比例溢流阀的开 口,减小压力。在油缸中安装压力传感器,其输出为 4~20 mA 的标准信号。该压力信号输入到PLC 中,作 为控制的反馈量,通过控制算法得出油缸的比例溢流 阀的控制量,用来控制比例溢流阀的开度。比例溢流 阀的控制信号是4~20 mA 的标准信号。油缸压力恒定 在低压和高压两个设定值上,低压为12 兆帕,高压 为16 兆帕。 2.2.1. PID算法[3-5] 在闭环控制系统中广泛应用PID 控制(即比例– 积分–微分控制)。PID 控制器调节回路输出。为使系 统到达稳定状态,应让偏差e趋于零。偏差 e是给定 值SP 与过程变量 PV 的差。回路的输出变量M(t)是时 间t的函数,它可以看做是比例项、积分项、微分项 三项之和。 Figure 7. PID Hydraulic control principle 图7. PID液压控制原理图 Copyright © 2013 Hanspub 3 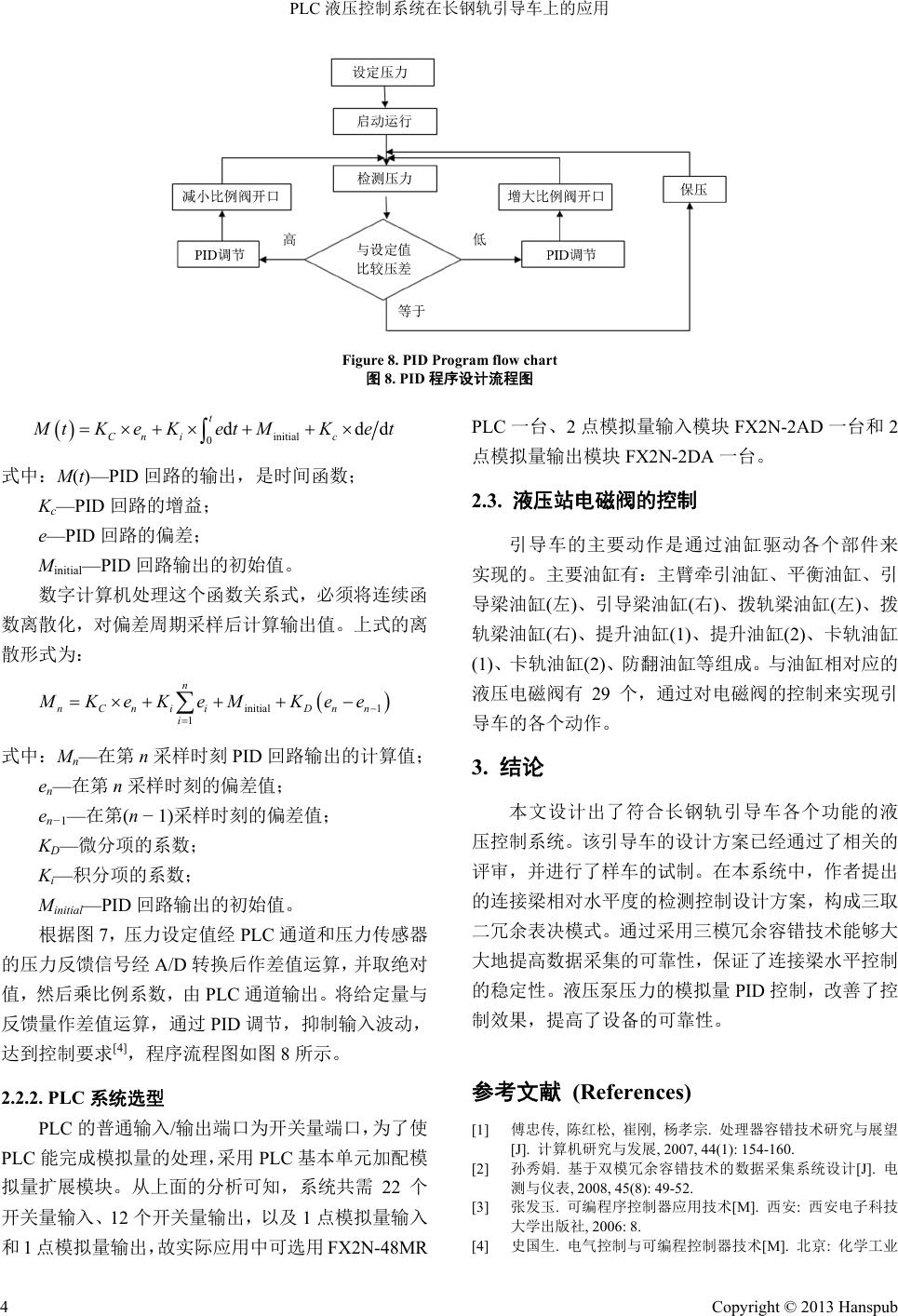 PLC 液压控制系统在长钢轨引导车上的应用 Copyright © 2013 Hanspub 4 Figure 8. PID Program flow chart 图8. PID程序设计流程图 initial 0d t Cn ic dd M tKeKetMK e t 式中:M(t)—PID 回路的输出,是时间函数; Kc—PID 回路的增益; e—PID 回路的偏差; Minitial—PID 回路输出的初始值。 数字计算机处理这个函数关系式,必须将连续函 数离散化,对偏差周期采样后计算输出值。上式的离 散形式为: initial 1 1 n nCniiDnn i M KeKeM Kee 式中:Mn—在第 n采样时刻 PID 回路输出的计算值; en—在第 n采样时刻的偏差值; en−1—在第(n − 1)采样时刻的偏差值; KD—微分项的系数; Ki—积分项的系数; Minitial—PID 回路输出的初始值。 根据图 7,压力设定值经 PLC 通道和压力传感器 的压力反馈信号经 A/D 转换后作差值运算,并取绝对 值,然后乘比例系数,由PLC 通道输出。将给定量与 反馈量作差值运算,通过PID 调节,抑制输入波动, 达到控制要求[4],程序流程图如图 8所示。 2.2.2. PLC系统选型 PLC 的普通输入/输出端口为开关量端口,为了使 PLC 能完成模拟量的处理,采用PLC 基本单元加配模 拟量扩展模块。从上面的分析可知,系统共需 22个 开关量输入、12个开关量输出,以及 1点模拟量输入 和1点模拟量输出,故实际应用中可选用FX2N-48MR PLC 一台、2点模拟量输入模块FX2N-2AD 一台和 2 点模拟量输出模块FX2N-2DA 一台。 2.3. 液压站电磁阀的控制 引导车的主要动作是通过油缸驱动各个部件来 实现的。主要油缸有:主臂牵引油缸、平衡油缸、引 导梁油缸(左)、引导梁油缸(右)、拨轨梁油缸(左)、拨 轨梁油缸(右)、提升油缸(1)、提升油缸(2)、卡轨油缸 (1)、卡 轨 油 缸 (2)、防翻油缸等组成。与油缸相对应的 液压电磁阀有 29个,通过对电磁阀的控制来实现引 导车的各个动作。 3. 结论 本文设计出了符合长钢轨引导车各个功能的液 压控制系统。该引导车的设计方案已经通过了相关的 评审,并进行了样车的试制。在本系统中,作者提出 的连接梁相对水平度的检测控制设计方案,构成三取 二冗余表决模式。通过采用三模冗余容错技术能够大 大地提高数据采集的可靠性,保证了连接梁水平控制 的稳定性。液压泵压力的模拟量PID 控制,改善了控 制效果,提高了设备的可靠性。 参考文献 (References) [1] 傅忠传, 陈红松, 崔刚, 杨孝宗. 处理器容错技术研究与展望 [J]. 计算机研究与发展, 2007, 44(1): 154-160. [2] 孙秀娟. 基于双模冗余容错技术的数据采集系统设计[J]. 电 测与仪表, 2008, 45(8): 49-52. [3] 张发玉. 可编程序控制器应用技 术[M]. 西安: 西安电子科技 大学出版社, 2006: 8. [4] 史国生. 电气控制与可编程控制 器技术[M]. 北京: 化学工业  PLC 液压控制系统在长钢轨引导车上的应用 出版社, 2003: 12. [5] 鲁远栋. PLC 机电控制系统应用设计技术[M]. 北京: 电子工 业出版社, 2006: 4. Copyright © 2013 Hanspub 5 |